Français
Français


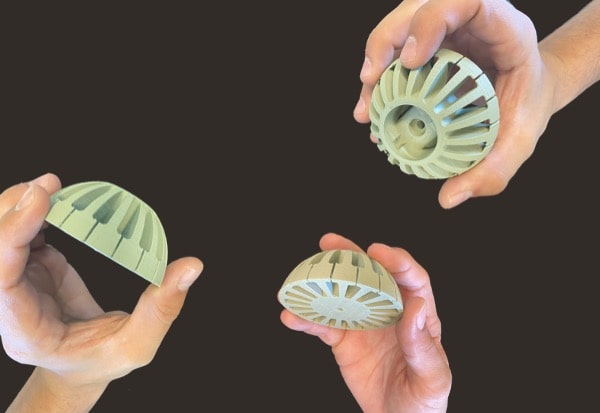
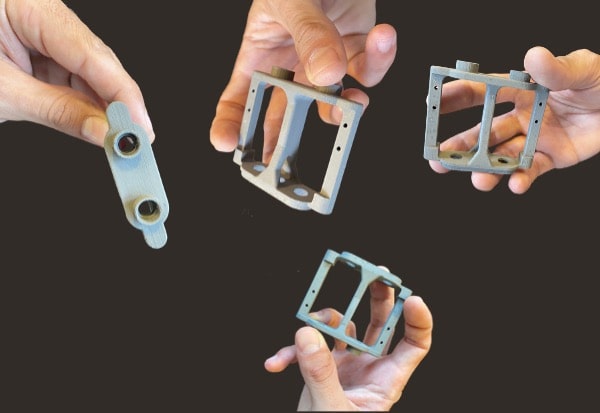
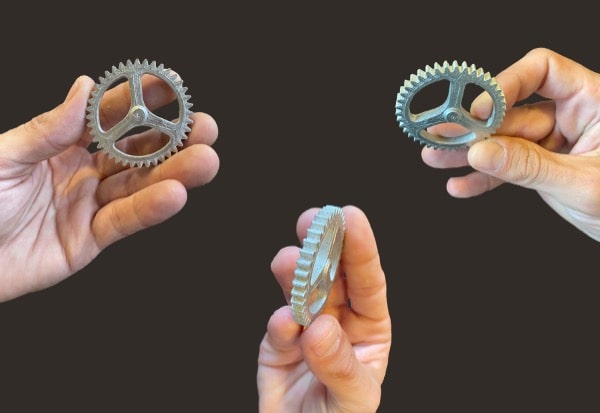
Secondary operations
Post-process costs
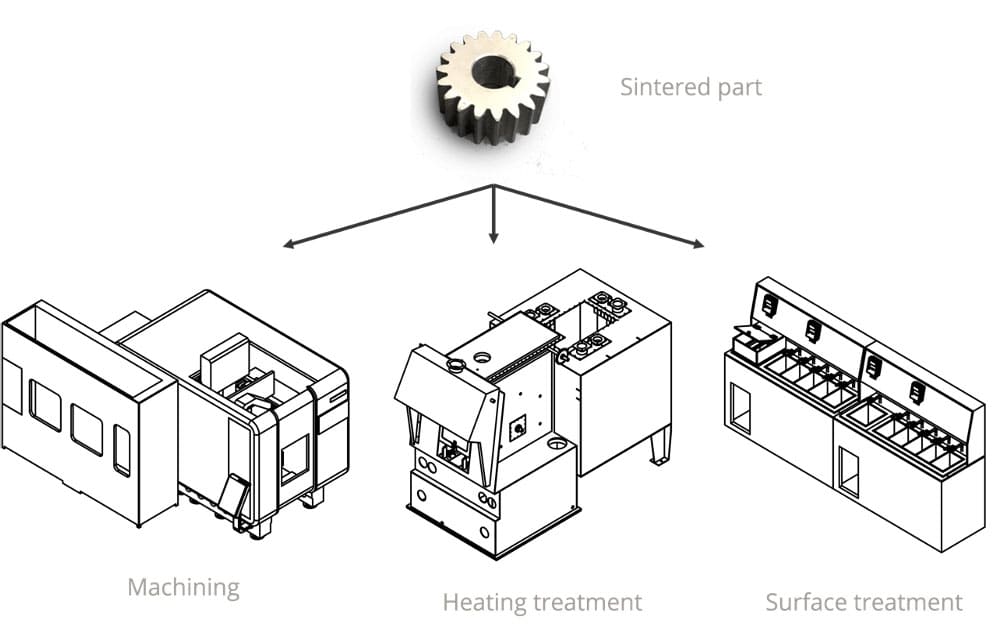
Classic industrial processes are compatible with sintered parts.
These costs are often very significant:
- tumble deburring / finishing;
- thermal treatment (quench & temper, ageing, etc.);
- plastic deformation (coining, sizing, straightening, etc.) ;
- machining (taps, threads, milling, turning, grinding, etc.).
- Sometimes even 50% of part total cost;
- Sometimes not carried out at the MiM producer, increase cost by adding transportation (and introduce external variables in production times);
- The golden rule is to try to avoid these costs in the first step, by optimising the design (e.g. avoiding “over tolerancing”);
- Dealing with small parts, often an initial cost for the setup of the operation (small tools for handling, etc.) adds to the cost per part;
- These costs do not reduce with lot size as much as MiM costs (less dependent on quantity).
Discover Metal and Ceramic 3D printed parts