English
English


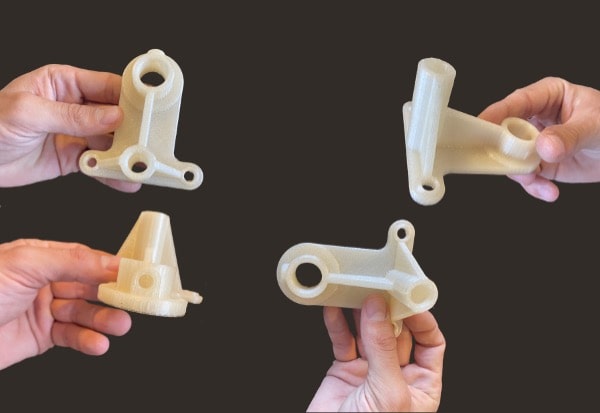
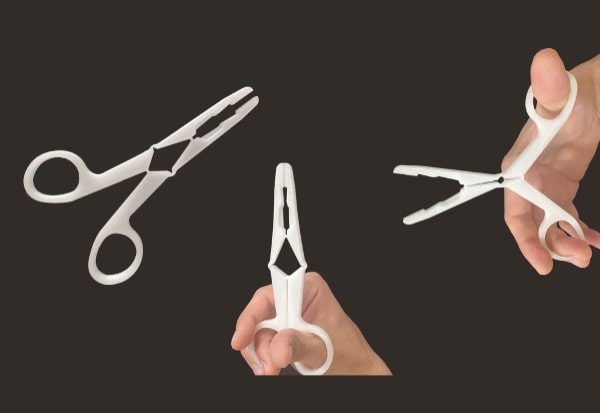
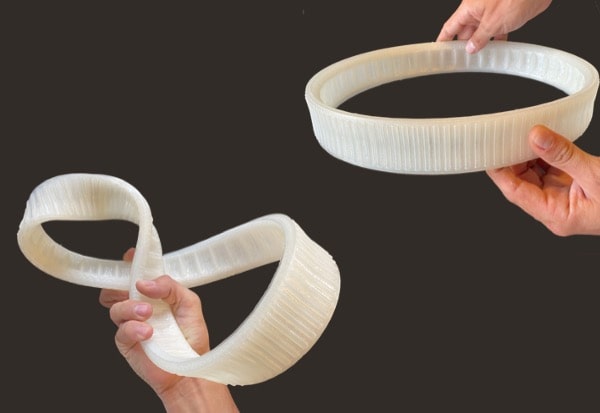
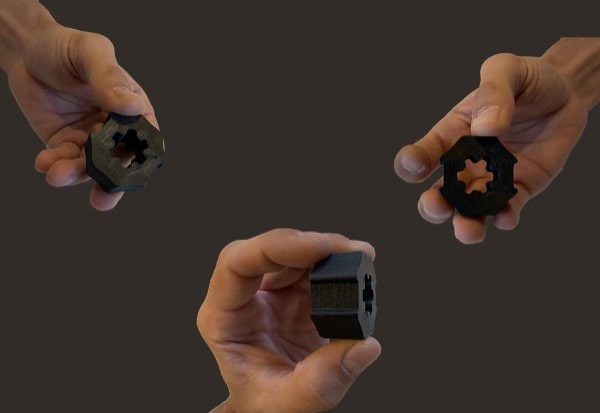
Première couche déposée
avec les imprimantes 3D Pam
La dernière étape est l'interprétation du G-Code en commandes système pour effectuer l'impression.
Les systèmes Pam opèrent par dépôt successif de matière fondue obtenue par extrusion directe de granulés. La première étape du processus d'impression est la réalisation de la première couche en contact immédiat avec le plateau d'impression.
Le défi de cette première couche est d'assurer une cohésion optimale avec le plateau d'impression afin d'offrir une base robuste pour la suite du processus d'impression.
Ce paramètre influence fortement la stratégie d'impression et l'orientation de la pièce à imprimer en 3D. En effet, pour offrir la meilleure base possible, la plus grande surface plane envisageable de la pièce est à privilégier.
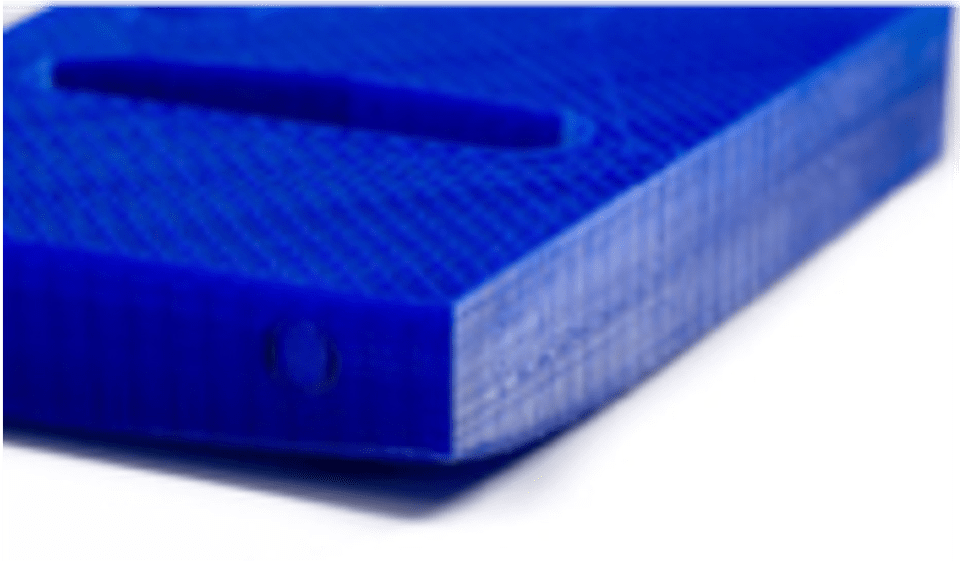
La première couche est déposée sur le plateau d'impression avec une faible hauteur de couche afin d'écraser suffisamment le matériau et ainsi optimiser l'adhésion au plateau d'impression. La première couche déposée étant plus écrasée que les couches suivantes, la pièce imprimée peut avoir un aspect légèrement évasé à sa base appelé "pied d'éléphant".
Le pied d'éléphant est présenté dans une partie séparée.
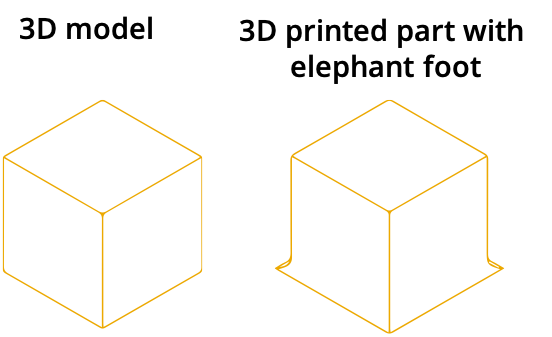
Pour compenser cet effet dimensionnel indésirable, il est conseillé de prévoir un léger chanfrein à la base de la pièce.
Un autre effet indésirable à prendre en compte dans l'interface plateau d'impression/pièce est le warping de la pièce dû au retrait du matériau pendant le refroidissement.
Le warping est présenté dans une partie séparée.
Il existe plusieurs solutions possibles pour surmonter ce problème, certaines sont traitées pendant les phases de modélisation, d'autres pendant les opérations de tranchage, appelées aides.
Aides
Lors de la préparation de l'impression avec le logiciel de tranchage, il est également possible de générer automatiquement des structures autour de la pièce. A cet effet, des structures de type bord, jupe et radeau sont disponibles dans le logiciel.
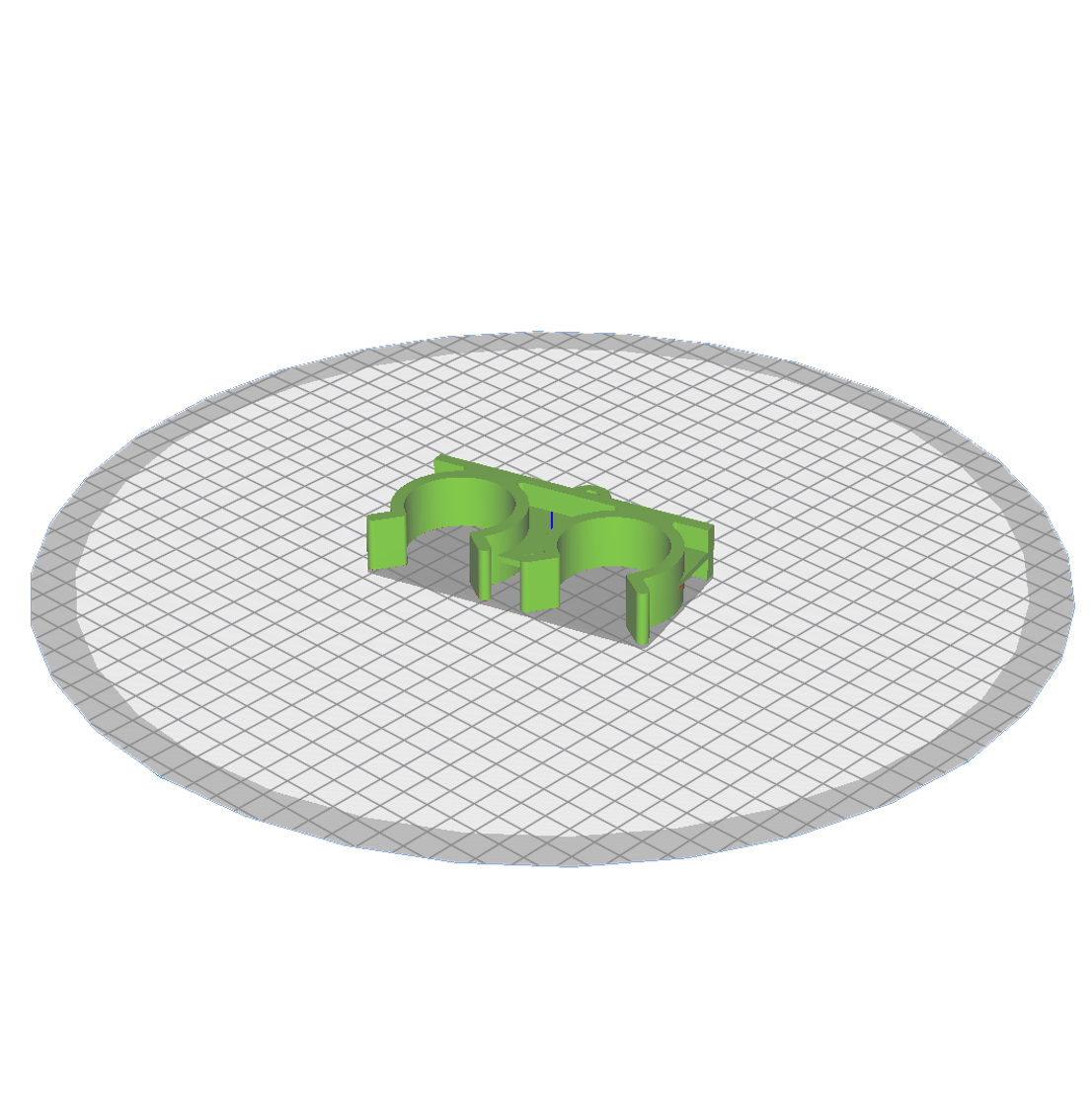
Présentation de pièce sans aide à l'impression.
Vue axonométrique.
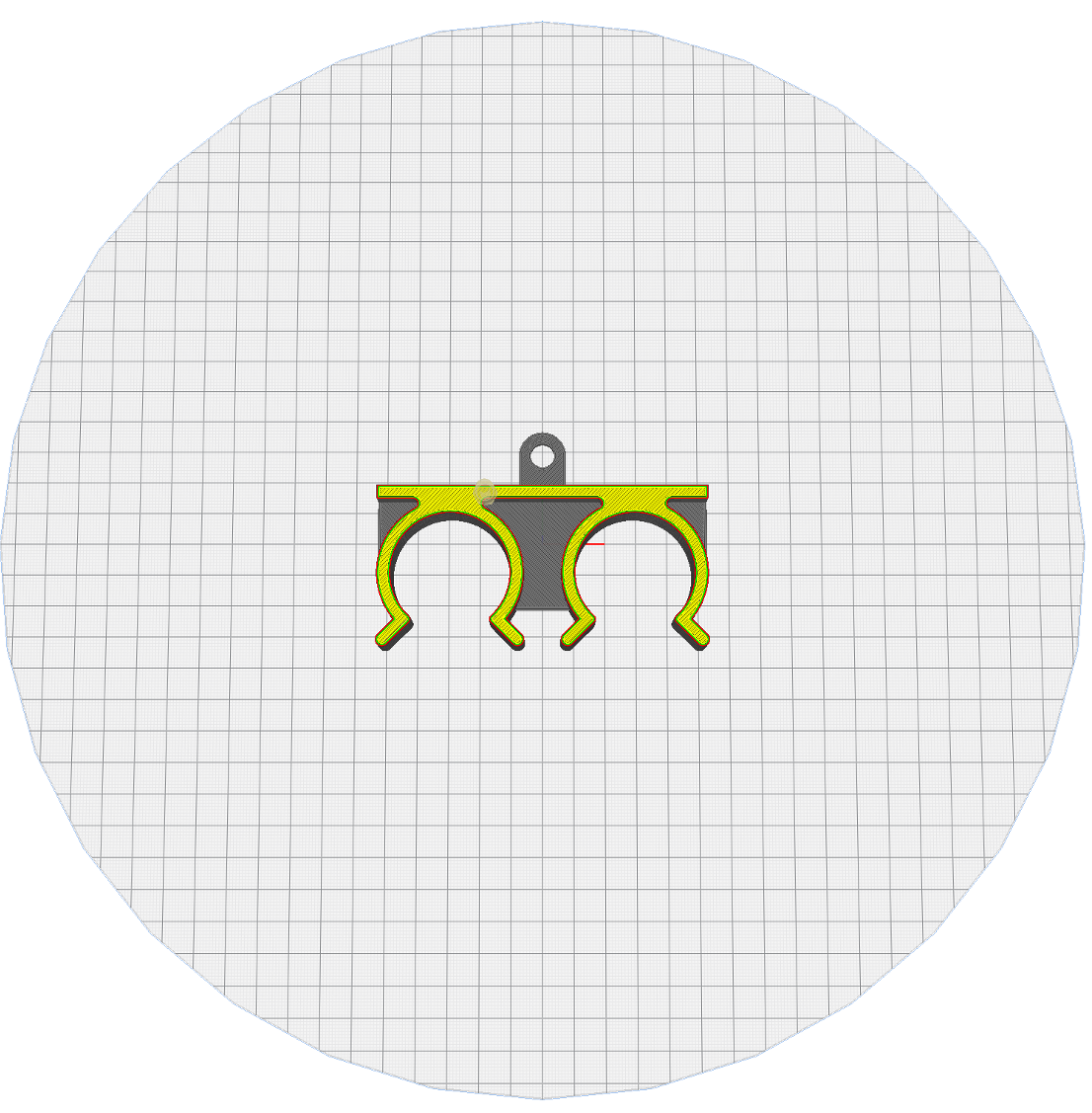
Présentation de pièce sans aide à l'impression.
Vue de dessus.
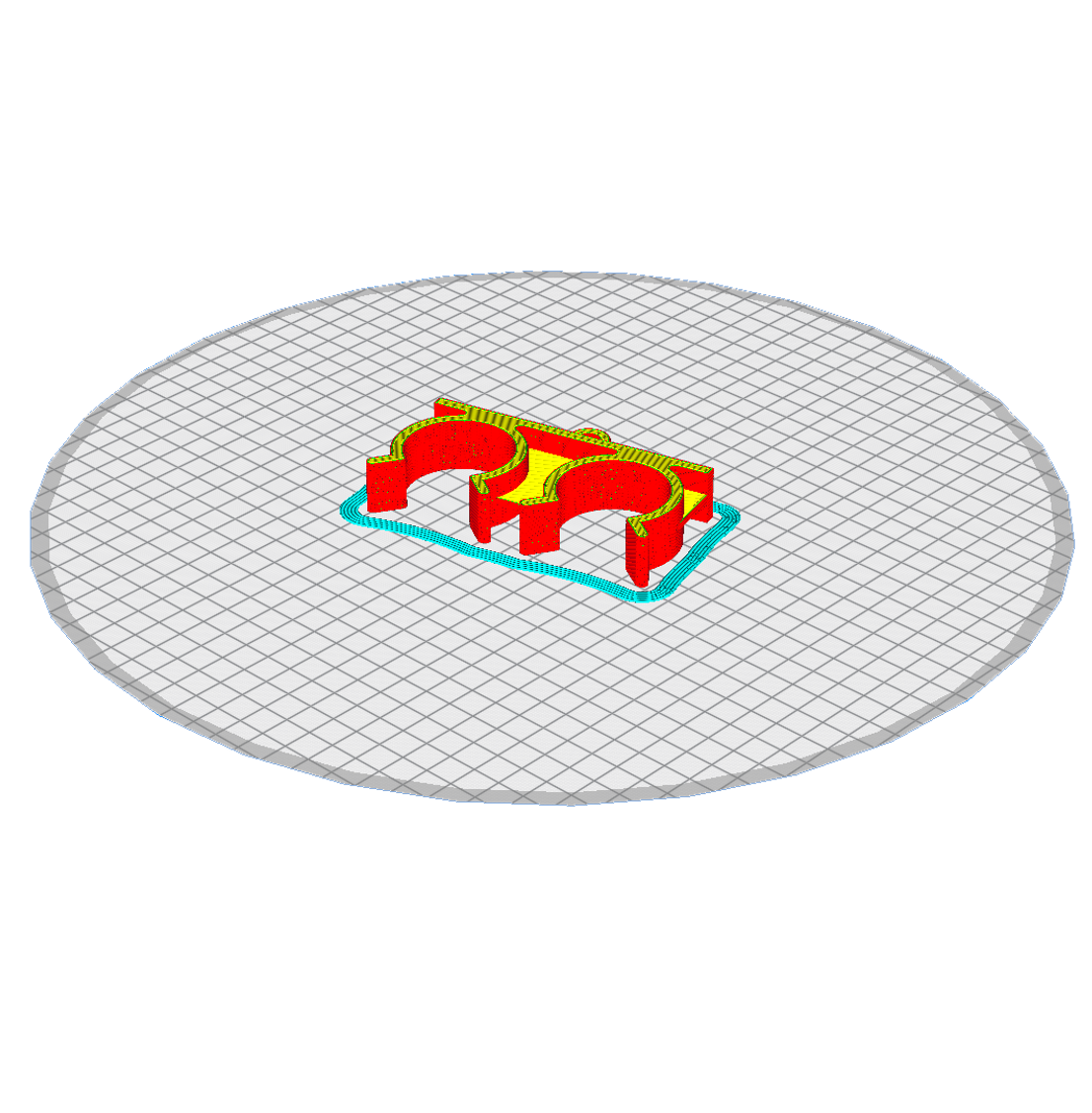
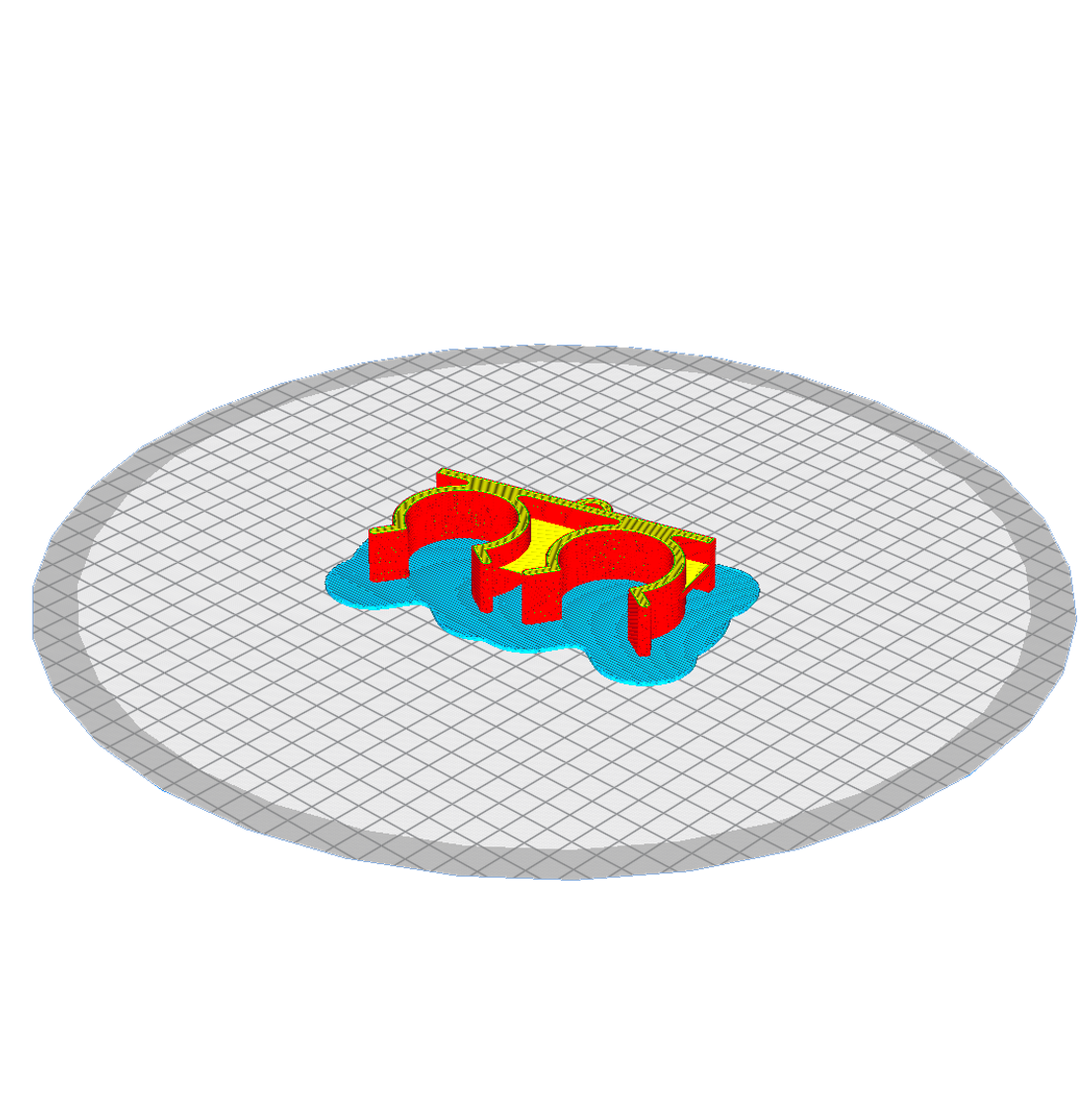
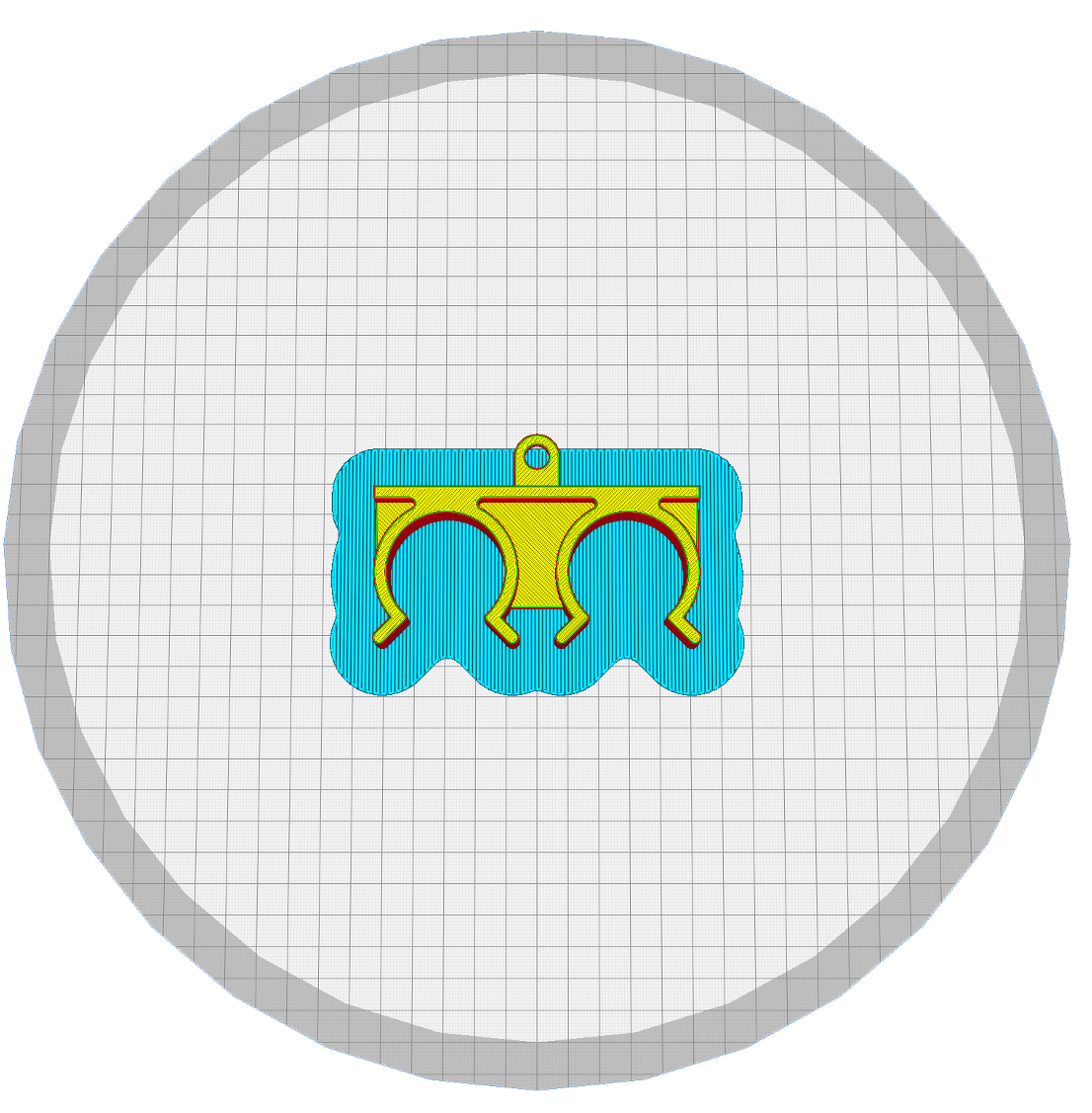
Présentation de pièce avec aide à l'impression - Jupe.
Vue axonométrique.
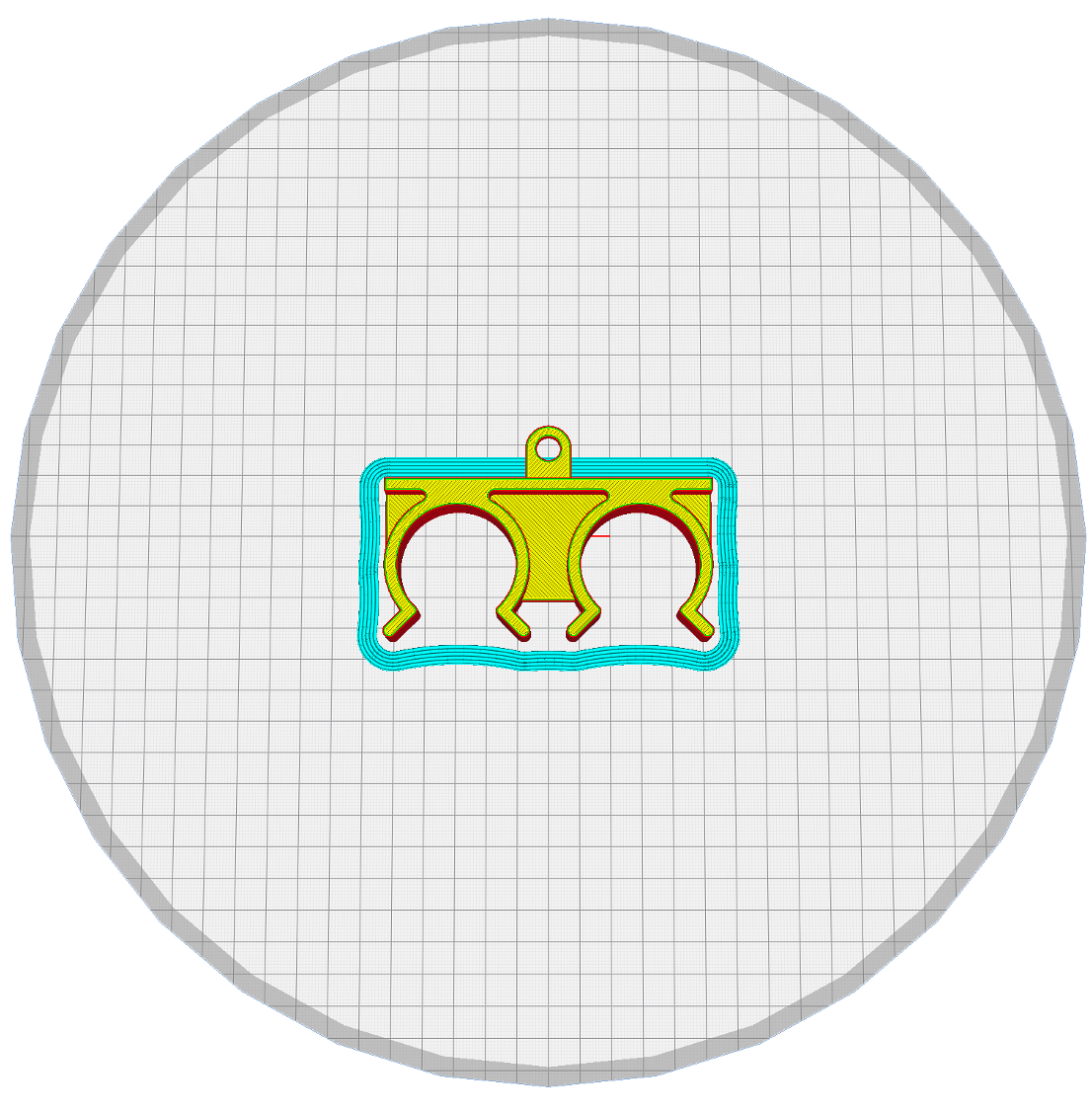
Présentation de pièce avec aide à l'impression - Jupe.
Vue de dessus.
Présentation de la pièce avec aide à l'impression 3D - Bord.
Vue axonométrique.
Présentation de la pièce avec aide à l'impression 3D - Bord.
Vue de dessus.
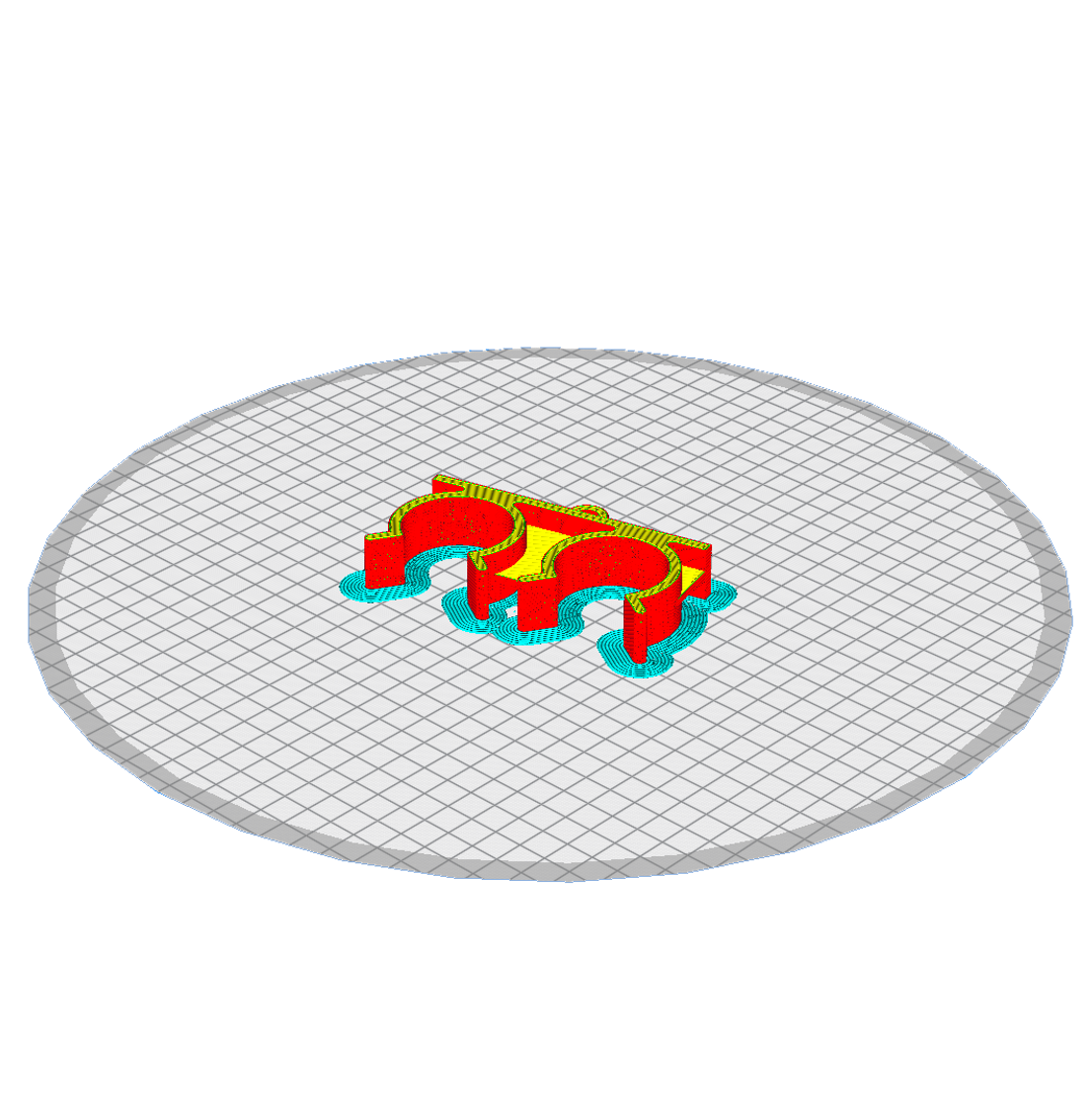
Présentation de pièce avec aide à l'impression 3D - Radeau.
Vue axonométrique.
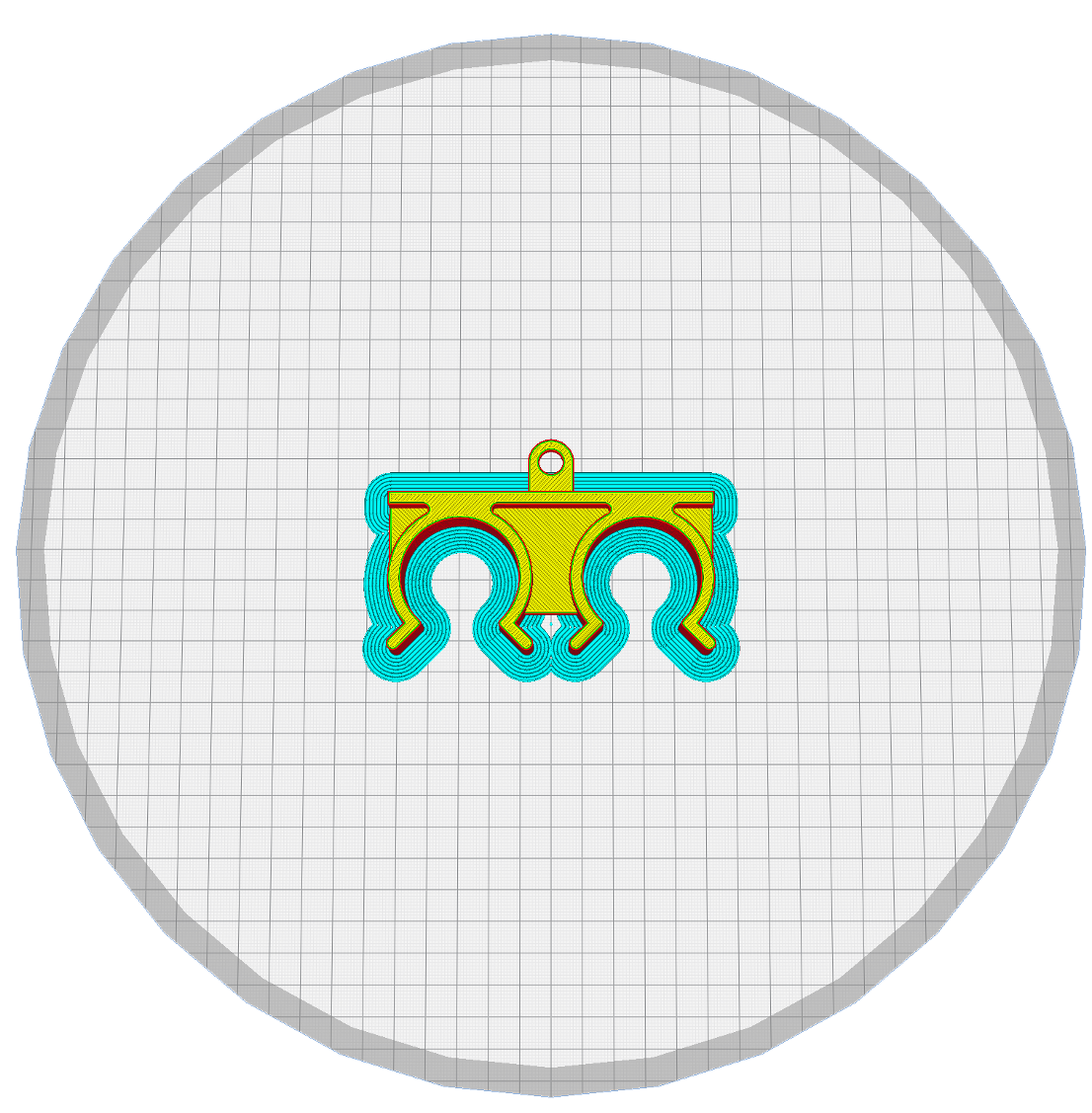
Présentation de pièce avec aide à l'impression 3D - Radeau.
Vue de dessus.
Le plateau d'impression chauffant et le disque radiant peuvent être ajustés pour atténuer ces effets par un meilleur contrôle du refroidissement de la pièce.
Enfin, des équipements spécifiques peuvent être utilisés lors de l'impression. L'application d'un adhésif, d'une colle ou d'une laque sur le plateau d'impression assure une meilleure adhésion en fonction du matériau utilisé. Il est également possible de choisir d'imprimer sur un plateau micro-perforé afin de combiner l'adhésion mécanique et chimique.
Synthèse des règles pour la première couche déposée
| Contraintes et éléments | Solutions proposées |
Étape de la chaîne d'impression 3D | Bonnes pratiques |
|---|---|---|---|
| Fournir une base d'impression robuste qui maximise l'adhérence au plateau d'impression. | Choisir une orientation d'impression qui considère la plus grande surface plane de la pièce comme la base de l'impression. | Tranchage. | Placer la plus grande surface plane en contact avec le plateau d'impression comme base d'impression. |
| Proposer une géométrie offrant une grande surface plane. | Modélisation. | Intégrer une surface plane suffisante lors de la conception. | |
| Effet pied d'éléphant. | Intégrer un chanfrein à la base de la pièce. | Modélisation. | |
| Warping / détachement du plateau d'impression. | Arrondir les angles vifs. | Modélisation. | Éviter les angles vifs et tracer un filet correspondant au diamètre de la buse utilisée. |
| Ajouter des éléments de renforcement à l'angle. | Modélisation. | Prévoir des géométries de plans adaptées aux angles de la surface en contact avec le plateau d'impression. | |
| Ajouter un bord, une jupe ou une structure de type radeau. | Tranchage | ||
| Utiliser et régler les températures du plateau chauffant et du disque radiant. | SProcessus de découpage et d'impression 3D. | Lorsque ces effets apparaissent, augmenter la température du plateau et utiliser le disque radiant. | |
| Préparer le plateau d'impression pour optimiser l'adhérence chimique avec le matériau. | Procédé d'impression 3D. | .En fonction du matériau imprimé, identifier le substrat approprié pour préparer le plateau pour l'impression. | |
| Utilisez un plateau d'impression micro-perforé. | Procédé d'impression 3D. | Dans les cas où l'adhérence chimique est insuffisante, opter pour l'adhérence mécanique. |
Plongeons dans les possibilités offertes par PAM
Des granulés à l'objet, la technologie PAM offre le processus le plus direct vers des pièces finales de haute performance.