English
English



BVOH - Co-polymère de butenediol et d'alcool vinylique
Le BVOH (copolymère de butènediol et d'alcool vinylique) est un matériau de support soluble dans l'eau. Il est utilisé pour imprimer en 3D des structures de support lors de la production de pièces en porte-à-faux.
En fonction des matériaux et des angles d'inclinaison, il devient nécessaire d'utiliser des structures de support pour maintenir la stabilité et la bonne performance de la pièce imprimée en 3D. Le BVOH est sensible à l'humidité et à la chaleur.
Principaux paramètres d'impression 3D
| Buses conseillées | Laiton 0.25 | 0.4 | 0.6 | 0.8 | 1.0 | 1.2 mm |
| Températures d'impression | 190 - 230°C |
| Substrat de plateau d'impression | Film PEI | Aide à l'adhésion |
| Température de plateau d'impression | 70 - 80°C |
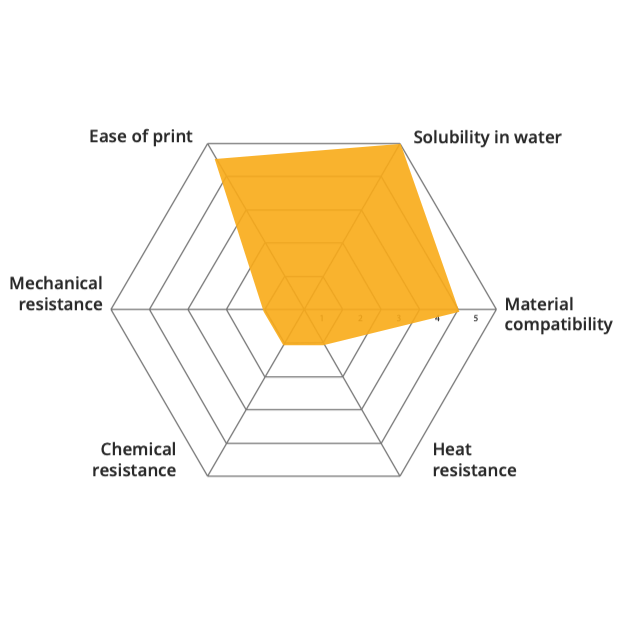
Propriétés typiques
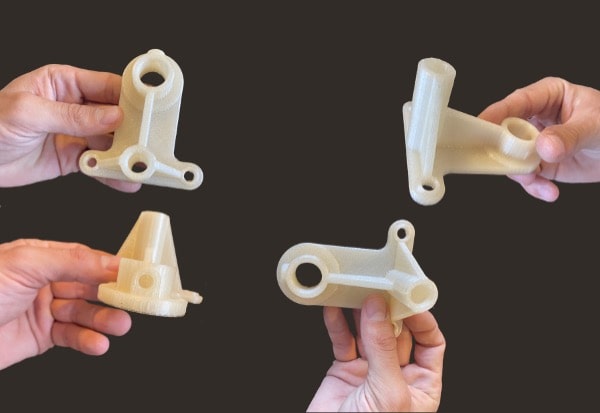
L'impression 3D de géométries avec des surfaces en surplomb nécessite des structures de support d'impression qui soutiennent la pièce pendant l'impression et qui sont ensuite retirées de la pièce après l'impression.
Lorsque la géométrie nécessite l'utilisation d'un support, il existe deux solutions :
- le support est fabriqué dans le même matériau que la pièce imprimée en 3D : Les paramètres du support sont alors déterminés pour faciliter l'enlèvement mécanique. Malheureusement, cette solution reste chronophage et dégrade la surface au niveau des interfaces pièce / support.
- le support est constitué d'un matériau soluble : cette solution est de loin la plus confortable. Cela permet de générer des supports qui peuvent être dissous par la suite en immergeant la pièce dans un solvant.
Pour mettre en œuvre cette solution, il est nécessaire d'identifier un matériau compatible en termes d'adhérence avec le matériau de la structure imprimée en 3D et soluble dans un solvant qui ne réagit pas avec la pièce.
L'ouverture des systèmes Pam aux matériaux en forme de pellets, le format de matériau le plus courant, est un grand avantage dans ce contexte.. Il devient plus facile d'identifier les matériaux (ou le mélange de matériaux) d'intérêt en tant que support pouvant s'adapter au matériau à traiter, puis de développer un profil d'impression adapté.
Afin d'étendre les possibilités de générer des supports solubles pour une grande variété de matériaux, Pollen AM travaille en permanence à l'intégration de nouveaux matériaux susceptibles de répondre aux besoins des utilisateurs.
Le BVOH présente une excellente compatibilité en tant que matériau de support avec de nombreux polymères, notamment ABS, ASA, PLA, PC, PA, TPU et certains TPEs. Il est également non toxique et présente une très bonne solubilité dans l'eau, supérieure à celle du PVA.
Le temps de dissolution varie en fonction de l'épaisseur du BVOH, la température de l'eau et son agitation. La température de l'eau ne doit pas dépasser 70°C et doit être adaptée pour ne pas endommager la partie sur laquelle le BVOH est fixé (40° maximum pour le PLA).
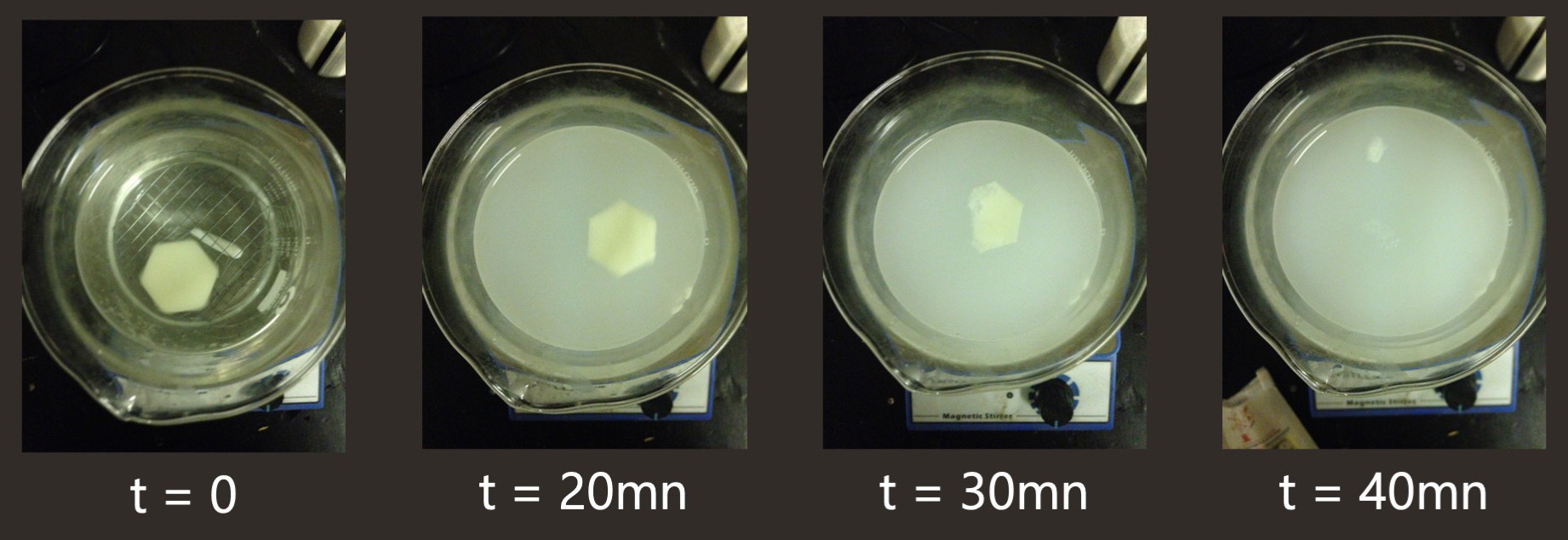
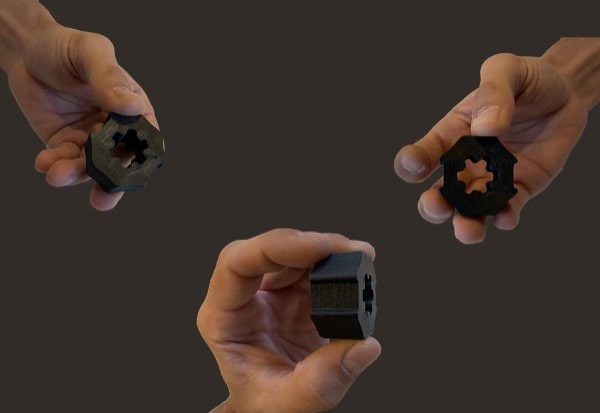
La dissolution complète de l'hexagone de BVOH dans l'eau agitée prend 40 minutes.
Par exemple, un hexagone de 1,5 g se dissout complètement dans de l'eau agitée à température ambiante en 40 minutes (à 20°C), c'est deux fois plus rapide que le PVOH.
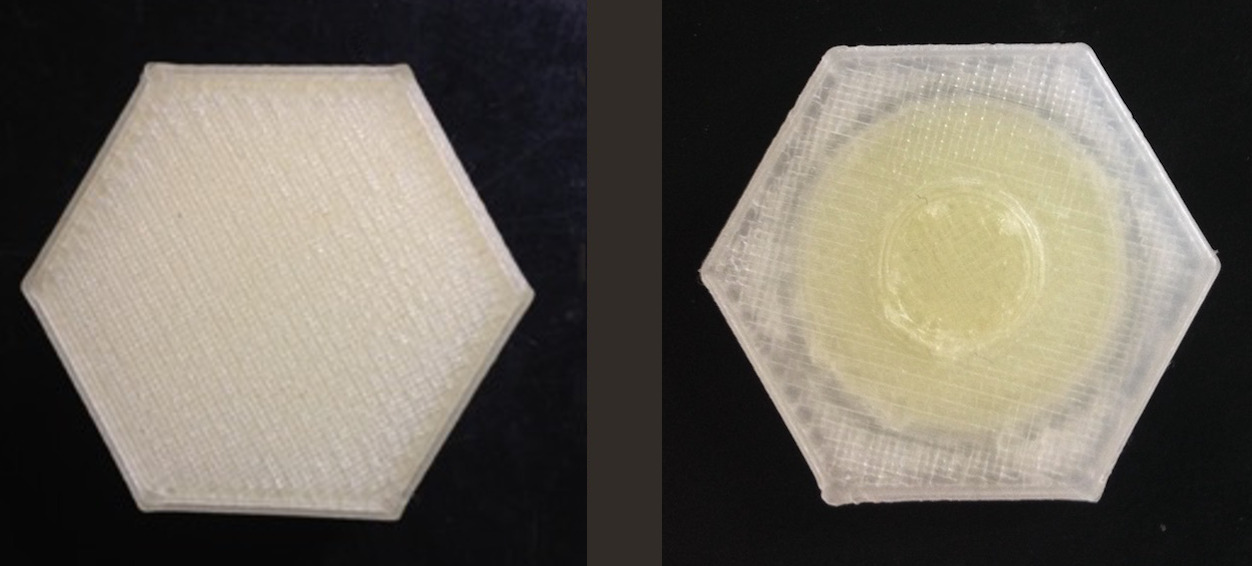
Hexagone BVOH et hexagone multi extrusion en TPE 45 ShA avec un insert BVOH.
Si le profil d'impression 3D du BVOH est déjà défini, celui des multi-extrusions ou de son utilisation comme matériau de support est encore en cours de développement. Pollen AM travaille actuellement sur l'utilisation du BVOH avec le TPE High Flexibility, un TPE 45 Shore A.
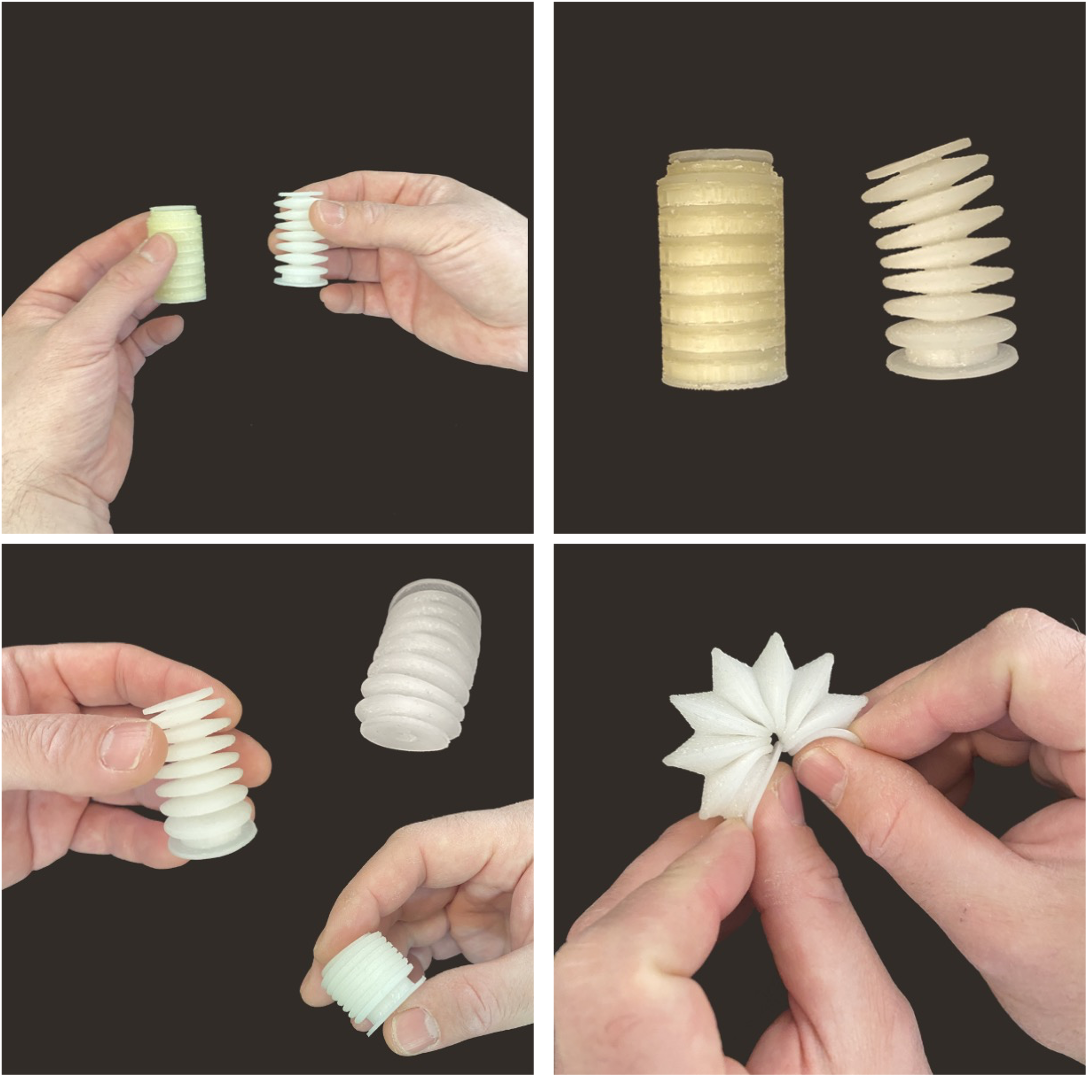
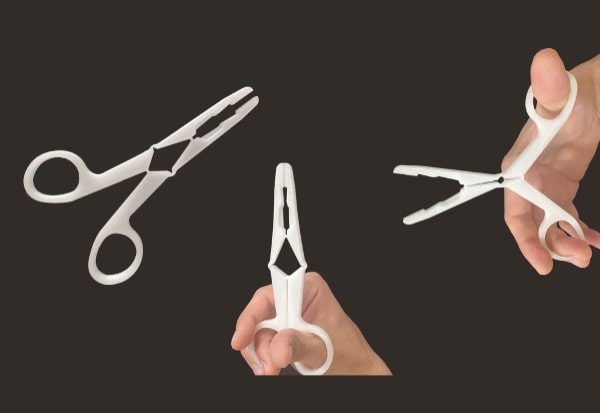
Soufflet imprimé en 3D avec un TPE 45 Shore A et du BVOH comme structure de support.
Pour en savoir plus sur la compatibilité BVOH, contactez notre équipe d'experts !
Plongeons dans les possibilités offertes par PAM
Des granulés à l'objet, la technologie PAM offre le processus le plus direct vers des pièces finales de haute performance.